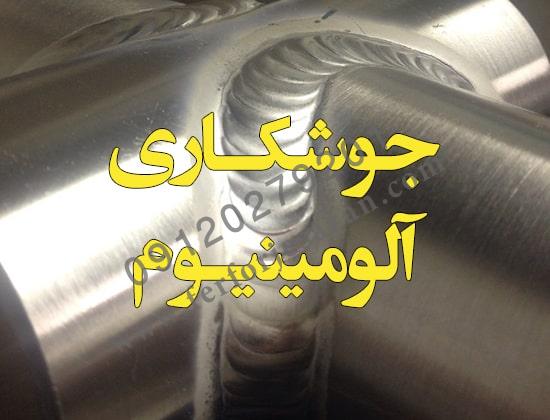
جوشکاری آلومینیوم: انتخاب آلیاژ مهمترین امر در جوشکاری آلومینیوم است و چون آلومینیوم فراوان است، اگر در مورد خاصیت جوش پذیری آلومینیوم اطلاعاتی کسب کنیم اهمیت ویژه ای دارد. در جوشکاری آلومینیوم انتخاب مناسب فلز پرکننده اهمیت دارد زیرا خواص سیم جوش باید با خواص آلومینیوم پایه یکسانی داشته باشد. دمای ذوب فلز و سیم جوش باید تقریباً مشابه هم باشند. مثلاً برای ثابت شدن منیزیم در فلز پایه باید سیم جوش نیز دارای منیزیم باشد . در غیر این صورت تغییر شکل و پیچیدگی پس از جوشکاری به وجود میآید. مزایای زیاد آلومینیوم به دلیل مناسب بودن قیمت و تنوع زیادشان است البته انتخاب فلز پرکننده به دو مورد بستگی دارد.۱- کافی بودن استحکام مکانیکی. ۲- بدون ترک بستر مناسبی برای جوش ایجاد شود. تفاوت پایه ی جوش در آلومینیوم نسبت به فولاد و فلز متفاوت بوده و همین امر باعث سردرگمی جوشکاری می شود. مهمترین نکته این است که کل آلیاژهای آلومینیوم قابلیت جوشکاری به روش قوس و قوس تحت گاز تنگستن را ندارند. اما آلومینیوم چیست؟ این فلز، سفید رنگ میباشد و قابلیت حرارتی و هدایت الکتریکی آلومینیوم زیاد بوده و در همجواری با هوا قشری به نام اکسید آلومینیوم روی آن را می پوشاند. که ضخامت آن ۰۰۲٫۰ است که از آلومینیوم در برابر بسیاری از مایعات و گازها محافظت میکند. درجه ذوب اکسید آلومینیوم ۲۰۰۰ درجه سانتیگراد است. از الکترودهای معمولی نمی توان برای دستگاههای جوش آلومینیوم استفاده نمود و باید الکترودهای مخصوص برای جوشکاری با دستگاه جوش آلومینیوم استفاده نمود. بهترین و مناسبترین نوع الکترود که کاربرد زیادی برای جوشکاری با دستگاه جوش آلومینیوم دارد الکترود آلومینیوم روپوش شده میباشد که از جریان نرم برخوردار است و در همه ی حالات به خوبی اتصال و جوش می خورد. الکترود روپوش شده از نقطه ی جوش پایینی برخوردار می باشد تا الکترود در حداقل زمان ذوب شود و در کوتاهترین زمان اتصال ممکن شود. البته بهتر است که نوع الکترود با توجه به نیاز تهیه شود چون انواع الکترود مناسب با دستگاه جوش وجود دارد. آلومینیوم دارای درجه ی ذوب کمتر و رسانای بیشتر نسبت به فولاد است. جوشکاری آلومینیوم تحت شرایطی انجام می شود چون دارای اکسیداسیون سریع است که تحت یک اتمسفر گاز محافظ مانند: هلیوم، آرگون، و یا گاهی مخلوطی از این دو باشد. 1- جوشکاری قوس الکتریکی تحت گاز محافظ (MIG) حالت دستی جوشکاری، جوشکاری نیمه اتوماتیک می باشد که در این فرایند یک سیم به عنوان فلز پر کننده و الکترود مورد استفاده قرار می گیرد . سیم جوش دور یک حلقه پیچیده شده است که سر آن به تفنگ جوشکاری وارد می شود که اتصال قوی با قطبیت معکوس ایجاد می شود. از این نوع جوشکاری برای ضخامت های بالاتر از ۴میلی متر استفاده می شود اگر از جریان پالسی استفاده شود می توان تا ضخامت ۱میلی متر را نیز جوشکاری نمود. جوشکاریTIG کند تر از جوشکاریMIG است. ۲- جوشکاری قوس الکتریکی با الکترود ثابت: در فرایند جوشکاری قوس الکتریکی با الکترود ثابت یک قوس الکتریکی بین قطعه و الکترود ثابت که از جنس تنگستن می باشد برقرار شده و در همان لحظه یک گاز خنثی مثل آرگون این قوس را احاطه می کند. در این هنگام اپراتور یک مفتول آلومینیوم که فلزی پر کننده است با دست هدایت کرده و به مذاب تغذیه می کند. جریان مورد استفاده برای جوشکاری آلومینیوم جریان متناوبAC است و این در حالی است که برای ورقه های فولادی جریان مستقیم مورد استفاده قرار می گیرد. روش اولیه و اصلی انجام جوشکاری آلومینیوم جوشکاریTIG است. زیرا آلومینیوم به گرمای بسیاری نیاز دارد تا قطعه آلومینیوم به دمای مناسب برسد اما آلومینیوم گرما را به مدت زیادی در خود نگه میدارد. جوشکاریTIG می تواند در ورقهای نازک آلومینیوم و همچنین قطعه های ضخیم کاربرد داشته باشد. قبل از همه ی اقدامات جوشکاری مهمترین و اصلی ترین کار تمیز بودن قطعه آلومینیوم است که باید کاملاً تمیز باشد. آلومینیوم اکسید نقطه ی ذوب بالایی نسبت به خود فلز آلومینیوم دارد. جوش آلومینیوم باید بسیار پرقدرت باشد و سطح آلومینیوم همانطور که قبلاً گفته شد باید کاملاً تمیز و عاری از هرگونه اکسیدی باشد. تمیز کردن سطح از هر گونه اکسید هزینه ی زیادی برروی کار شما دارد اما نتیجه، جوش تمیز تری خواهیم داشت و همچنین در هنگام کار با فلز کارش آسان تر خواهد بود.